Op eventuele vragen en feedback van klanten beantwoorden wij geduldig en zorgvuldig.
Dit frame van aluminiumlegering is speciaal ontworpen om te voldoen aan de toepassingsvereisten v...
Als mensen over praten mechanische onderdelen van aluminiumlegering , verwijzen ze meestal naar nauwkeurig bewerkte componenten gemaakt van aluminiumlegeringen, gelegeerd staal of een combinatie van beide binnen hetzelfde samenstel. Deze onderdelen vormen de ruggengraat van moderne mechanische systemen, die overal in voorkomen, van aandrijflijnen voor auto's en frames in de ruimtevaart tot industriële machines, robotica en consumentenelektronica. De term omvat een brede familie componenten, waaronder beugels, behuizingen, assen, tandwielen, flenzen, bevestigingsmiddelen en structurele frames, allemaal vervaardigd uit speciaal ontworpen metaallegeringen die zijn geselecteerd vanwege hun specifieke mechanische eigenschappen.
Aluminiumlegeringen zijn metalen materialen waarin aluminium het primaire element is, gecombineerd met koper, magnesium, silicium, zink of mangaan om de sterkte, hardheid of corrosieweerstand te verbeteren. Gelegeerd staal daarentegen zijn materialen op ijzerbasis waaraan opzettelijk chroom, nikkel, molybdeen of vanadium is toegevoegd om de taaiheid, slijtvastheid of hardbaarheid te verbeteren, verder dan wat koolstofstaal alleen kan bieden. Begrijpen welk materiaal in welk onderdeel van een mechanische assemblage thuishoort, is het startpunt voor elke succesvolle engineering- of inkoopbeslissing.
Kiezen tussen een aluminiumlegering en gelegeerd staal voor een mechanisch onderdeel is niet alleen een kwestie van het sterkere materiaal kiezen. Het vereist een evenwicht tussen gewicht, sterkte, bewerkbaarheid, kosten en de specifieke eisen van de werkomgeving. De twee materiële families verschillen aanzienlijk op elk van deze dimensies.
| Eigendom | Aluminiumlegering | Gelegeerd staal |
| Dichtheid | ~2,7 g/cm³ (lichtgewicht) | ~7,8 g/cm³ (zwaar) |
| Treksterkte | 200–700 MPa | 500–1900 MPa |
| Corrosiebestendigheid | Excellent (natuurlijke oxidelaag) | Matig (vereist coating) |
| Bewerkbaarheid | Zeer eenvoudig, hoge snijsnelheden | Matig tot moeilijk |
| Thermische geleidbaarheid | Hoog (~160 W/m·K) | Laag (~30–50 W/m·K) |
| Slijtvastheid | Lager (kan verbeterd worden door anodiseren) | Hoog (vooral geharde soorten) |
| Relatieve kosten | Hogere grondstofkosten | Over het algemeen lager per kg |
In de praktijk domineren onderdelen van aluminiumlegeringen overal waar gewichtsbesparing een prioriteit is: lucht- en ruimtevaartconstructies, ophangingscomponenten voor auto's, fietsframes en behuizingen van draagbare apparatuur. Onderdelen van gelegeerd staal nemen het over waar een hoog draagvermogen, vermoeiingssterkte of oppervlaktehardheid niet onderhandelbaar zijn – versnellingsbakken, krukassen, zware bevestigingsmiddelen en snijgereedschappen zijn klassieke voorbeelden.
Niet alle aluminiumlegeringen en gelegeerde staalsoorten zijn gelijk gemaakt. Binnen elke familie worden specifieke kwaliteiten geformuleerd voor specifieke mechanische rollen, en het specificeren van de verkeerde kwaliteit is een van de meest voorkomende en kostbare fouten bij de aanschaf van onderdelen.
Het bewerkingsgedrag van aluminiumlegeringen en gelegeerde staalsoorten is fundamenteel verschillend, en het begrijpen van deze kloof helpt zowel ingenieurs die onderdelen ontwerpen als kopers bij het beoordelen van offertes. Bewerkingskosten, doorlooptijden en haalbare toleranties zijn allemaal sterk afhankelijk van het materiaal in kwestie.
Aluminium is een van de meest bewerkbare metalen die er zijn. CNC-frezen en draaien van aluminiumlegeringen kan met snijsnelheden die 3 tot 5 keer sneller zijn dan die van staal, waardoor de cyclustijden en gereedschapslijtage drastisch worden verminderd. Gereedschappen van hardmetaal of snelstaal (HSS) werken beide goed. De belangrijkste uitdagingen bij het bewerken van aluminium zijn snijkantsopbouw (BUE), waarbij zacht aluminium aan het snijgereedschap blijft kleven, en de neiging van het materiaal om lange, draderige spanen te produceren die in de machine verstrikt kunnen raken. Gereedschap met een hoge spaanhoek, gepolijste spaangroeven en voldoende koelmiddelstroom zijn de standaardoplossingen. Nauwe toleranties tot ±0,01 mm zijn routinematig haalbaar op goed onderhouden CNC-apparatuur.
Gelegeerd staal is aanzienlijk moeilijker te bewerken, vooral in warmtebehandelde of geharde omstandigheden. De snijsnelheden moeten worden verlaagd, hardmetaalgereedschap is in wezen verplicht voor productievolumes en de standtijd is dramatisch korter dan bij aluminium. Hardere soorten zoals D2-gereedschapsstaal vereisen vaak slijpen of EDM (elektrische ontladingsbewerking) in plaats van conventioneel snijden. Het voordeel is dat gelegeerd staal nauwere toleranties aanhoudt onder snijkrachten die beter voorspelbaar zijn dan aluminium, en dat de afgewerkte oppervlakken minder gevoelig zijn voor bramen aan scherpe randen. Voor stalen onderdelen met een hoog volume is het optimaliseren van de snijparameters, de gereedschapsgeometrie en de koelmiddelstrategie essentieel om de kosten per onderdeel onder controle te houden.

Ruw bewerkte aluminiumlegeringen en stalen onderdelen worden zelden gebruikt zonder enige vorm van oppervlaktebehandeling. De juiste behandeling kan de levensduur dramatisch verlengen, de corrosieweerstand verbeteren, wrijving verminderen en het uiterlijk verbeteren – allemaal zonder de kerngeometrie van het onderdeel te veranderen.
Zelfs de best gespecificeerde en best vervaardigde mechanische onderdelen van aluminiumlegeringen en gelegeerd staal zullen uiteindelijk slijten, corroderen of vermoeien als ze niet goed worden onderhouden. Een gestructureerde onderhoudsaanpak verlengt de levensduur, vermindert ongeplande stilstand en waarschuwt vroegtijdig voor dreigende storingen.
Inspecteer regelmatig dragende en aan slijtage blootgestelde onderdelen op zichtbare tekenen van degradatie: putjes in het oppervlak of witte poederachtige afzettingen op aluminium onderdelen duiden op corrosie; roeststrepen of schilfering op stalen onderdelen duiden op defecten aan de coating. Dimensionale controles op kritische kenmerken – asdiameters, boringafmetingen, draadaangrijpingslengtes – moeten op geplande intervallen worden uitgevoerd met behulp van gekalibreerde meters. Elke meting die buiten de oorspronkelijke ontwerptolerantie valt, is een reden voor vervanging, niet alleen voor observatie.
Glijdende en roterende onderdelen van gelegeerd staal vereisen consistente smering om lijm- en schuurslijtage tot een minimum te beperken. Het juiste smeermiddeltype (vet, olie of droge film) en het nasmeerinterval moeten de specificaties van de OEM volgen. Het gebruik van de verkeerde viscositeit of het oversmeren van afgedichte lagers zijn beide veelvoorkomende onderhoudsfouten die slijtage versnellen in plaats van voorkomen. Voor aluminium onderdelen die tegen staal aanlopen, moet rekening worden gehouden met galvanische en tribologische compatibiliteit; aluminium-op-staal-glijcontacten profiteren vaak van op PTFE of molybdeendisulfide (MoS₂) gebaseerde drogefilmsmeermiddelen in plaats van conventionele olie.
Hoogcyclische vermoeidheid is een stille storingsmodus bij onderdelen van zowel aluminiumlegeringen als gelegeerd staal die aan herhaalde belasting worden blootgesteld. Scheuren ontstaan bij spanningsconcentraties – gaten, spiebanen, scherpe hoeken, krassen op het oppervlak – en planten zich voort bij elke belastingscyclus totdat plotselinge breuk optreedt. Niet-destructieve testmethoden (NDT), waaronder kleurpenetratie-inspectie (DPI) voor aluminium en magnetische deeltjesinspectie (MPI) voor staal, kunnen oppervlaktescheuren detecteren voordat ze de kritische lengte bereiken. Voor veiligheidskritische onderdelen in de lucht- en ruimtevaart-, automobiel- of zware machinetoepassingen moet NDT worden opgenomen in geplande revisieprocedures met intervallen die zijn gedefinieerd door de vermoeidheidslevensduuranalyse van het onderdeel.
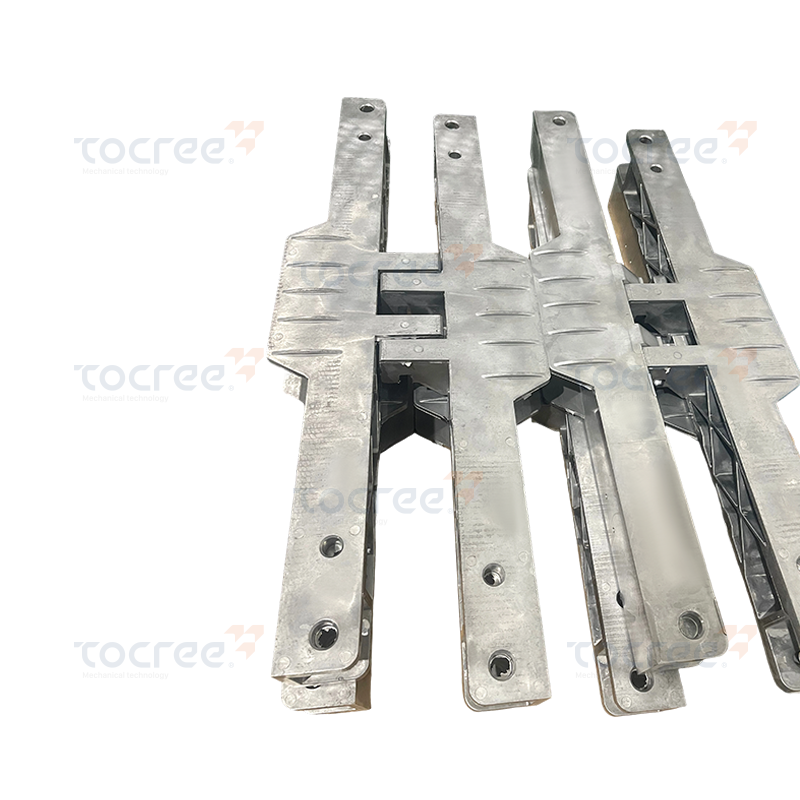
Dit frame van aluminiumlegering is speciaal ontworpen om te voldoen aan de toepassingsvereisten v...

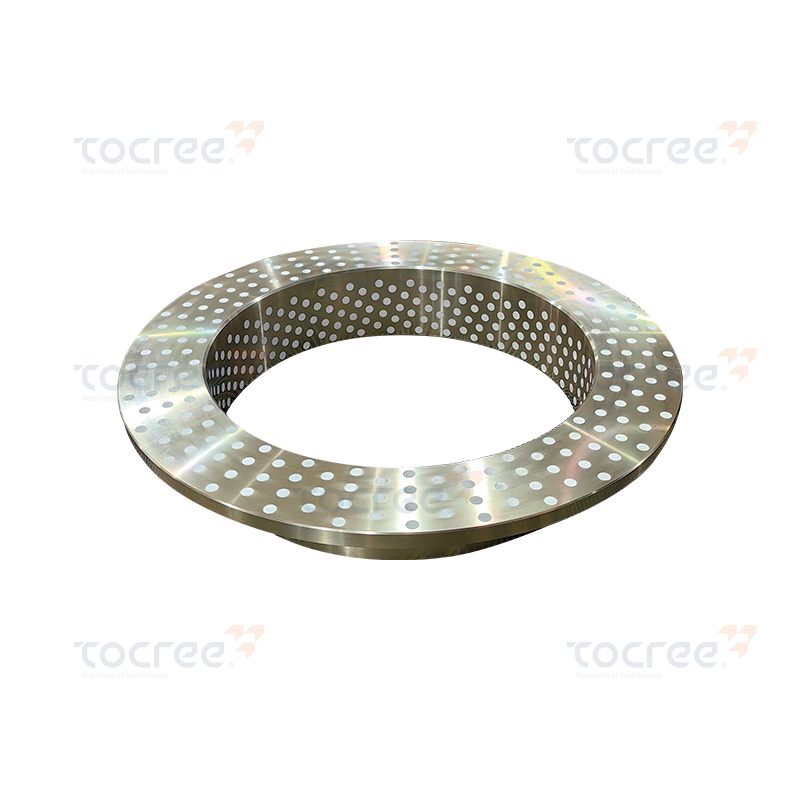
Materiële structuur: Gegoten aluminium messing CuZn25Al6Fe3Mn3, met grafiet inzetstuk. ...

Zelfsmerend lager met enkele flens (met grafietinbedding) is een hoogwaardige, massieve zelfsmere...

Deze bolvormige zelfsmerende koperen huls is gemaakt van zeer sterk messing als basismateriaal. E...

Deze speciaal gevormde koperen moer is nauwkeurig vervaardigd uit hoogwaardig aluminiumbrons als ...
De massieve, zelfsmerende koperen PTFE-mof met enkele flens is een mechanisch onderdeel met hoge ...
Auteursrecht © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rechten voorbehouden.
Aangepaste koperlegeringen machineonderdelen
