Op eventuele vragen en feedback van klanten beantwoorden wij geduldig en zorgvuldig.
Deze bolvormige zelfsmerende koperen huls is gemaakt van zeer sterk messing als basismateriaal. E...
Een zelfsmerende bus - ook wel zelfsmerende glijlager, zelfsmerende bus of onderhoudsvrij glijlager genoemd - is een cilindrisch lageronderdeel dat een wrijvingsarme glij-interface biedt tussen een roterende of oscillerende as en zijn behuizing zonder dat tijdens bedrijf een externe toevoer van olie of vet nodig is. De smerende functie is ingebouwd in het lagermateriaal zelf: hetzij via een vaste smeermiddelfase ingebed in de lagermatrix, via een poreuze structuur geïmpregneerd met olie die smeermiddel afgeeft aan het contactoppervlak onder belasting en temperatuur, of via een inherent wrijvingsarm polymeeroppervlak dat helemaal geen conventioneel smeermiddel vereist.
Het werkingsprincipe onderscheidt zelfsmerende bussen fundamenteel van conventionele hydrodynamische of hydrostatische glijlagers, die afhankelijk zijn van een continue externe olietoevoer om de smeerfilm in stand te houden die de as- en lageroppervlakken scheidt. Een zelfsmerende bus werkt in grenssmerings- of droge wrijvingsregimes waarbij de smeermiddelfilm intermitterend of afwezig is - en de samenstelling van het lagermateriaal is ontworpen om voldoende draagvermogen, acceptabele slijtagesnelheid en lage wrijving te bieden onder deze zware omstandigheden. Dit maakt zelfsmerende moffen bijzonder waardevol in toepassingen waar externe smering ontoegankelijk of onpraktisch is, verboden is door hygiëne- of contaminatie-eisen, of simpelweg niet de moeite waard is om gedurende de hele levensduur van het product te onderhouden.
Zelfsmerende hoes lagers vormen niet één enkele productcategorie, maar een familie van verschillende materialen en constructiebenaderingen, elk met een duidelijk smeermechanisme, prestatiebereik en het best passende toepassingsprofiel. Het begrijpen van de verschillen tussen de belangrijkste typen is het startpunt voor elk serieus selectieproces.
Zelfsmerende bussen van gesinterd brons - vaak oliehoudende lagers of met olie geïmpregneerde bussen genoemd - worden gemaakt door bronspoeder samen te persen en te sinteren tot een poreuze structuur die vervolgens vacuümgeïmpregneerd wordt met smeerolie, doorgaans tot 15-30% van het volume van het lager. Tijdens bedrijf zorgt de combinatie van warmte die wordt gegenereerd op het grensvlak tussen as en lager en de pompwerking van de rotatie van de as ervoor dat olie uit de binnenporiën van het lager naar het glijoppervlak migreert, waardoor een smeerfilm wordt gevormd. Wanneer de as stopt en het lager afkoelt, wordt de olie door capillaire werking opnieuw in de poreuze matrix geabsorbeerd. Deze zelfaanvullende cyclus kan de smering gedurende jaren van intermitterend gebruik ondersteunen zonder hersmering, en het oliereservoir in het lager is feitelijk de smeermiddelvoorraad voor de gehele levensduur van het lager. Gesinterde bronzen hulzen zijn wereldwijd het meest gebruikte zelfsmerende hulstype en worden aangetroffen in elektromotoren, huishoudelijke apparaten, landbouwmachines, auto-accessoires en licht-industriële machines.
Inleghulzen voor vaste smeermiddelen maken gebruik van een metalen lagerlichaam - meestal gegoten brons, staal of ijzer - met nauwkeurig geboorde uitsparingen of doorgaande gaten gevuld met pluggen voor vast smeermiddel, meestal grafiet, PTFE of molybdeendisulfide (MoS₂) verbindingen. Terwijl de as tegen de lagerboring draait of oscilleert, slijten de pluggen met vast smeermiddel geleidelijk, waardoor een dunne, hechtende laag smeermiddel wordt overgebracht naar zowel het asoppervlak als de lagerboring. Deze overgebrachte smeerfilm vermindert wrijving en slijtage tussen de contactoppervlakken zonder dat er vloeistof of vet nodig is. Zelfsmerende hulzen met vaste plug werken effectief bij temperaturen die oliën en vetten zouden aantasten (bronzen hulzen met grafietplug functioneren tot 400°C in sommige toepassingen) en worden gebruikt in veeleisende omgevingen, waaronder industriële ovens met hoge temperaturen, glasproductieapparatuur, landbouwmachines buitenshuis die worden blootgesteld aan regen en vuil, en voedselverwerkingsapparatuur waar olie- of vetverontreiniging van het product verboden is.
Op polymeer gebaseerde zelfsmerende moffen maken gebruik van materialen zoals PTFE (polytetrafluorethyleen), PEEK, nylon, acetaal en verschillende vezelversterkte composieten die inherent lage wrijvingscoëfficiënten hebben (PTFE heeft een statische wrijvingscoëfficiënt van slechts 0,04) en genereren een zelfsmerende overdrachtsfilm op het passende asoppervlak tijdens het initiële slijtageproces. Omwikkelde met PTFE gevoerde hulzen - waarbij een dunwandige PTFE-composietvoering is vastgemaakt aan een stalen of bronzen schaal - worden vooral veel gebruikt in ophangingsbussen voor auto's, draaipunten van bedieningsarmen, bedieningsstangen voor vliegtuigen en draaipunten voor precisie-instrumentatie. De PTFE-voering biedt een consistent glijoppervlak met lage wrijving en geen kleefkracht dat de prestaties behoudt over een breed temperatuurbereik (typisch -200°C tot 260°C voor zuiver PTFE), werkt zonder enig smeermiddel en tolereert oscillerende en omkerende belastingen die ervoor zouden zorgen dat een hydrodynamisch lager onmiddellijk faalt vanwege onvoldoende filmvorming.
Bimetaal en meerlaagse zelfsmerende glijlagers combineren een stalen achterkant voor structurele sterkte met een tussenlaag van een lagerlegering (meestal loodbrons of tin-brons) en een dunne overlay van polymeercomposiet - meestal een PTFE-loodmengsel, PTFE-vezelcomposiet of acetaalverbinding - die zorgt voor het glijoppervlak met lage wrijving. Dankzij de meerlaagse constructie kan elke laag worden geoptimaliseerd voor een andere functie: de stalen achterkant zorgt voor perspassing en verdeling van de belasting, de gesinterde bronzen tussenlaag zorgt voor een goede hechting en matige vervormbaarheid, en de PTFE-composiet-overlay zorgt voor het zelfsmerende glijoppervlak. Lagers van het DU-type en het DX-type (commerciële aanduidingen voor veelgebruikte meerlaagse zelfsmerende hulsspecificaties) zijn het dominante onderdeel in kleine bussen voor automotoren, scharnierpennen voor landbouwmachines, penverbindingen voor bouwmachines en hoogcyclische industriële koppelingen waar de combinatie van hoge belastbaarheid, lage wrijving en onderhoudsvrije werking vereist is in een compact omhulsel.
De onderstaande tabel geeft een overzicht van de vier belangrijkste typen zelfsmerende hulzen op basis van de meest praktisch belangrijke selectiecriteria, en biedt een snel referentiekader voor de initiële technologieselectie.
| Typ | Smeermechanisme | Maximale temperatuur (°C) | Laadvermogen | Beste applicatie |
| Sinterbrons (olie-geïmpregneerd) | Oliemigratie uit poreuze matrix | 100–120°C | Matig | Motoren, apparaten, lichte machines |
| Vaste smeermiddelplug (grafiet/MoS₂) | Breng film over van plugslijtage | Tot 400°C | Hoog | Ovens, voedselverwerking, buitenapparatuur |
| PTFE/polymeercomposiet | Overdrachtsfilm met lage wrijving op de as | 260°C (PTFE) | Laag-matig | Lucht- en ruimtevaart, medische, oscillerende verbindingen |
| Meerlaags (DU/DX bimetaal) | PTFE-composiet overlay-overdrachtsfilm | 130–180°C | Hoog | Automotive, bouwmachines, draaipunten |
Gegevensbladen voor zelfsmerende glijlagers presenteren een reeks prestatieparameters die, als ze verkeerd worden begrepen of verkeerd worden toegepast, direct leiden tot voortijdige lagerstoringen. Begrijpen wat elke parameter vertegenwoordigt en hoe deze op elkaar inwerken, is essentieel voor een zelfverzekerde lagerkeuze.
De PV-waarde – het product van lagerdruk P (in MPa of N/mm²) en glijsnelheid V (in m/s) – is de fundamentele bedrijfsparameter voor zelfsmerende glijlagers. PV vertegenwoordigt de snelheid waarmee wrijvingswarmte wordt gegenereerd aan het lageroppervlak per oppervlakte-eenheid: hoge druk met hoge snelheid genereert meer warmte dan dezelfde druk bij lage snelheid. Elk zelfsmerend materiaal van de huls heeft een maximaal toelaatbare PV-waarde waarboven de warmteontwikkelingssnelheid groter is dan het vermogen van het lager om deze af te voeren, waardoor de oppervlaktetemperatuur van het lager stijgt tot het punt waarop het smeermiddel afbreekt, het lagermateriaal zachter wordt of vervormt, en de slijtage versnelt tot falen. Belangrijk is dat de maximaal toegestane PV bij geen enkele combinatie van P en V wordt bereikt die dat product produceert. Er zijn ook afzonderlijke maximale druklimieten (P_max) en maximale snelheidslimieten (V_max) die het bedrijfsbereik onafhankelijk van het PV-product beperken. Een lager kan een PV-limiet hebben van 0,1 MPa · m/s, een P_max van 40 MPa en een V_max van 0,5 m/s - en aan alle drie de beperkingen moet tegelijkertijd worden voldaan.
De wrijvingscoëfficiënt van een zelfsmerende glijlager is geen vaste constante; deze varieert met de glijsnelheid, contactdruk, temperatuur, de ruwheid van de passende as en de toestand van de overdrachtsfilm op het asoppervlak. Gepubliceerde wrijvingscoëfficiëntwaarden in datasheets (doorgaans 0,03–0,2 afhankelijk van het materiaaltype) vertegenwoordigen steady-state-waarden onder representatieve omstandigheden na de eerste inloop, en niet onmiddellijke of worst-case-waarden. De wrijvingscoëfficiënt bij het opstarten – voordat de transferfilm zich heeft gevormd of voordat de olie naar het lageroppervlak is gemigreerd – is doorgaans twee tot vijf keer hoger dan de steady-state-waarde. Dit is vooral belangrijk voor toepassingen met zeer krappe koppelbudgetten (precisie-instrumenten, actuatoren met kleine aandrijfmotoren) en voor toepassingen met frequente start-stopcycli waarbij stabiele filmcondities nooit volledig tot stand worden gebracht.
De oppervlakteconditie van de bijpassende as heeft een grote invloed op de prestaties en levensduur van zelfsmerende glijlagers. Voor metalen zelfsmerende bussen (sinterbrons, massief plugbrons) moet de as worden gehard tot minimaal 30 HRC om te voorkomen dat het asoppervlak wordt geschuurd door het bronzen lagermateriaal, dat doorgaans harder is dan de as van gegloeid staal. Een zachte as die in een bronzen zelfsmerende huls loopt, verzamelt bronsresten die op de as worden overgebracht, waardoor de wrijving en slijtage geleidelijk toenemen totdat deze kapot gaat. Voor PTFE-composiet- en meerlaagse glijlagers is de vereiste voor de hardheid van het asoppervlak minder streng (20 HRC is doorgaans voldoende) omdat de PTFE-overlay zachter is en zich aanpast aan kleine asonregelmatigheden, maar de ruwheid van het asoppervlak moet worden beperkt tot Ra 0,4-0,8 µm - te ruw, en schurende oneffenheden snijden snel door de dunne PTFE-overlay; te glad (onder Ra 0,1 µm) en de transferfilm heeft onvoldoende mechanische ankerpunten om betrouwbaar aan het schachtoppervlak te hechten.

Zelfsmerende glijlagers zijn niet universeel superieur aan conventionele olie- of vetgesmeerde lagers; ze hebben lagere maximale PV-limieten en hogere wrijvingscoëfficiënten dan goed gesmeerde glijlagers die in het hydrodynamische regime werken. Hun voordeel is echter doorslaggevend in specifieke omstandigheden waarin conventionele smering faalt of onpraktisch is.
De keuze tussen een zelfsmerende glijlager en een wentellager (kogel- of rollager) is een van de meest voorkomende ontwerpbeslissingen in de machinebouw, en elke technologie heeft echte voordelen in specifieke omstandigheden. Geen van beide is universeel superieur, en de beslissing moet worden genomen door de specifieke vereisten van de toepassing te vergelijken met de sterke punten van elke technologie.
| Criteria | Zelfsmerende hoes | Rollend elementlager |
| Beginnende wrijving | Hooger (boundary lubrication) | Zeer laag (rollend contact) |
| Tolerantie voor trillings- en schokbelasting | Uitstekend (groot contactoppervlak) | Matig (point/line contact) |
| Geluids- en trillingsopwekking | Zeer laag (stille werking) | Laag tot matig (racegeluid) |
| Radiale ruimtebehoefte | Minimaal (dunne wand) | Groter (kooi en rolelementen) |
| Onderhoudsvereiste | Geen (onderhoudsvrij) | Periodieke hersmering of verzegeld |
| Hoog-speed performance | Beperkt (warmteontwikkeling) | Uitstekend |
| Kosten | Laag tot matig | Matig to high |
| Oscillerende / lage snelheidsbeweging | Uitstekend | Slecht (risico op valse pekeling) |
| Verontreinigingstolerantie | Goed (solide constructie) | Slecht (het binnendringen van deeltjes beschadigt races) |
Het selecteren van een zelfsmerend glijlager vereist dat u systematisch de bedrijfsomstandigheden van de toepassing doorneemt en deze vergelijkt met de prestatielimieten van de kandidaat-lagertypen en -materialen. Direct naar een specifiek product springen op basis van oppervlakkige gelijkenis met een eerdere toepassing – zonder de PV-, temperatuur- en milieucompatibiliteit te bevestigen – is de meest voorkomende route naar vroegtijdig falen van lagers.
Bereken de lagerdruk P door de radiale belasting (in Newton) te delen door het geprojecteerde lageroppervlak (boringdiameter x lengte, in mm²), omgerekend naar MPa. Bereken de glijsnelheid V in m/s uit de rotatiesnelheid en diameter van de as, of de slaglengte en cyclussnelheid voor oscillerende toepassingen. Bepaal of de beweging continue rotatie, intermitterende rotatie, oscillerend of heen en weer bewegend is. Dit heeft invloed op zowel de PV-berekening (oscillerende beweging heeft een lagere effectieve PV dan continue rotatie bij dezelfde pieksnelheid) als op het type zelfsmerende huls dat het meest geschikt is. Controleer zowel het berekende PV-product als de individuele P- en V-waarden aan de hand van de limieten van het lagermateriaal en zorg ervoor dat aan alle drie de beperkingen wordt voldaan met een veiligheidsfactor van minimaal 1,5–2,0 om rekening te houden met belastings- en snelheidsvariaties tijdens gebruik.
Bepaal het bereik van de bedrijfstemperatuur – zowel de omgevingstemperatuur als de eigen bedrijfstemperatuur van het lager, die hoger zal zijn dan de omgevingstemperatuur als gevolg van de ontwikkeling van wrijvingswarmte. Vergelijk dit met de temperatuurlimieten van kandidaat-lagermaterialen: standaard met olie geïmpregneerd gesinterd brons is beperkt tot ongeveer 80–120 °C continu; Meerlaagse PTFE-composietlagers werken tot 130–180 °C; Bronzen hulzen met grafietinleg zijn bestand tegen temperaturen tot 400°C. Identificeer elke chemische blootstelling (zuren, logen, oplosmiddelen, water, voedselveilige schoonmaakmiddelen) en verifieer de materiaalcompatibiliteit. Zelfsmerende hulzen van polymeer zijn vaak chemisch resistenter dan metalen soorten, maar specifieke polymeerkwaliteiten moeten worden gecontroleerd aan de hand van de daadwerkelijk aanwezige chemicaliën, aangezien de chemische bestendigheid aanzienlijk varieert tussen polymeertypen.
Zelfsmerende glijlagers vereisen voor een correcte werking een specifieke radiale speling tussen de lagerboring en de asdiameter. Te weinig speling zorgt ervoor dat het lager de as vastgrijpt, waardoor overmatige wrijving en hitte ontstaat die zowel de as als het lager snel vernietigt. Te veel speling zorgt ervoor dat de as onder belasting in de boring kan schommelen, waardoor randbelasting aan de lageruiteinden en dynamische schokbelastingen ontstaan die versnelde slijtage en vermoeidheid veroorzaken. De aanbevolen boringspeling voor zelfsmerende glijlagers is doorgaans groter dan die voor wentellagers - gesinterde bronzen hulzen gebruiken doorgaans een H7/f7- of H8/f7-passing (speling van 0,01-0,05 mm bij kleine diameters), terwijl PTFE-composiethulzen mogelijk iets strakkere passingen vereisen vanwege de neiging van de polymeeroverlay om koud te vloeien onder aanhoudende hoge contactdruk.
Zelfsmerende bussen behoren tot de eenvoudigste lagers om correct te installeren, maar onjuiste installatie komt ook verrassend vaak voor en resulteert in vroegtijdig falen dat vaak ten onrechte wordt toegeschreven aan het lagermateriaal en niet aan de installatiemethode.
Zelfsmerende bussen zijn slijtagecomponenten: ze hebben een beperkte levensduur, die wordt bepaald door de bedrijfsomstandigheden, de slijtvastheid van het lagermateriaal en de oppervlakteconditie van de bijbehorende as. In tegenstelling tot wentellagers, die vaak falen door een plotselinge, dramatische toename van geluid en trillingen, falen zelfsmerende glijlagers geleidelijk door progressieve slijtage waardoor de speling tussen as en boring toeneemt totdat deze een onaanvaardbaar niveau bereikt. Deze geleidelijke storingsmodus is voorspelbaar en beheersbaar als deze correct wordt gemonitord, maar kan geheel worden gemist als er geen monitoring plaatsvindt, wat uiteindelijk kan leiden tot schade aan de as, overmatige trillingen en schade aan andere systeemcomponenten.
De belangrijkste indicator voor zelfsmerende busslijtage is een grotere speling tussen de as en de boring, gemeten door een voelermaat tussen de as en de lagerboring te plaatsen of door de asverplaatsing te meten met een meetklok onder een gedefinieerde testbelasting. De meeste lagerfabrikanten specificeren een maximaal toegestane speling – doorgaans twee tot drie maal de oorspronkelijke speling – waarboven het lager moet worden vervangen. In de praktijk wordt het vervangingscriterium vaak bepaald door de tolerantie van het systeem voor asbeweging: bij precisie-instrumentatie kan een toename van de speling van 0,02 mm onaanvaardbaar zijn; bij een grote draaikoppeling in de landbouw kan een extra speling van 0,5 mm aanvaardbaar zijn.
Visuele inspectie van verwijderde zelfsmerende bussen levert waardevolle diagnostische informatie op over de vraag of het lager binnen de ontwerpgrenzen functioneerde. Gelijkmatige slijtage over de volledige lagerlengte en een gepolijst, glad boringoppervlak duiden op een correcte werking en juiste asuitlijning. Zware slijtage geconcentreerd aan één uiteinde van het lager duidt op een verkeerde uitlijning of doorbuiging van de as onder belasting. Gekerfde of gegroefde lageroppervlakken duiden op schurende vervuiling die de lagerspeling binnendringt, wat wijst op een onvoldoende afdichting. Oververhit of verkleurd lagermateriaal – donker worden, barsten of delamineren van een PTFE-laag – duidt op een werking boven de temperatuurlimiet van het materiaal, waardoor moet worden onderzocht of de PV-limiet is overschreden of dat de warmtedissipatie van de behuizing onvoldoende was voor de toepassing.

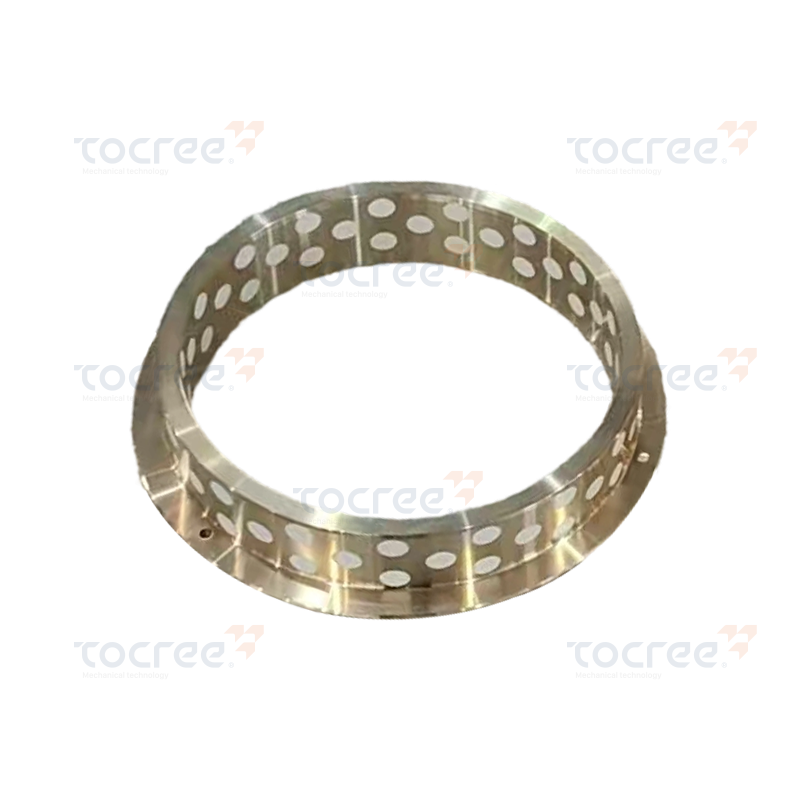
Deze bolvormige zelfsmerende koperen huls is gemaakt van zeer sterk messing als basismateriaal. E...

Materiële structuur: Gegoten aluminium messing CuZn25Al6Fe3Mn3, met grafiet inzetstuk. ...
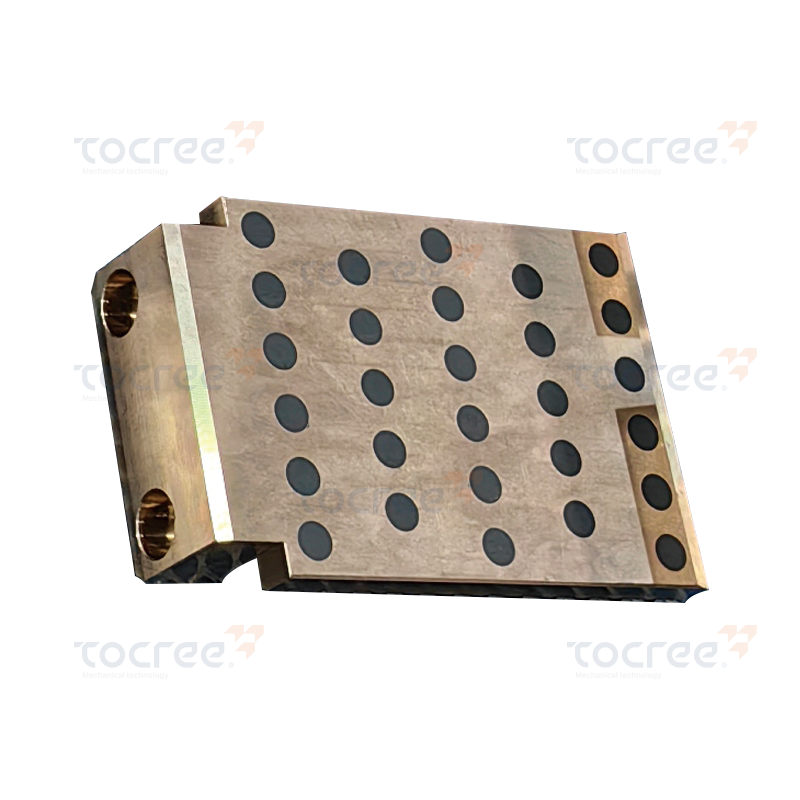
De L-vormige massieve zelfsmerende schuif wordt gemaakt door vast smeermiddel van hoogzuiver graf...
Hoge treksterkte: De treksterkte van dit product reikt tot 750N/mm², wat een uitstekende mechanis...

Deze solide zelfsmerende koperen huls ingebed met PTFE combineert de slijtvastheid van messing me...

Zelfsmerend lager met enkele flens (met grafietinbedding) is een hoogwaardige, massieve zelfsmere...
Auteursrecht © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rechten voorbehouden.
Aangepaste koperlegeringen machineonderdelen
